OEM Stainless Steel Arc Tig Laser Flux Cored CO2 Gas Shielded
Accessories Mig Automatic Spare Parts Bracket Fabrication Services
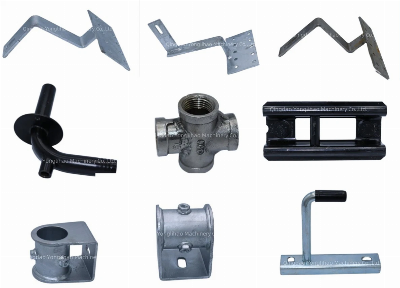
Hardware Metal Welding Product MaterialQ235/ Q345/ C10/ C20/
C45/ 16Mn etc.AL6061/ AL6063/ AL5754/ AL5052 etc.SUS201/ SUS303/
SUS304/ SUS316/ SUS316L etc.H57/ H58/ H59/ H62
etc.Accuracy0.1mmCapacityParts :1million /monthDesign
software3D:PROE/ UG/ SOLIDWORKS 2D: AutoCAD/
PDF/JPEGSurface TreatmentPowder coating/ Hot galvanized/ Painting/
Polishing/ Brushing/ Chrome plating/ Nickel plated etc.Test
EquipmentHardness tester/ Chemical analysis/ Digital Measuring
Projector etc.Thickness0.1-20mm or other special availableLead
time15-50 days according to productsStandardANSI/ API/ BS/ DIN/
JIS/ GB etc.EquipmentStamping machine Shearing
machineAutomatic welding machineLaser cutting machineGrinding
machineProductions CoverLight product/ Construction industry
product/ Valve product/ Auto spare product/ Motor car products/
Equipment spare product/ Furniture products etc.
Product Display Welding Advantages:1. argon
tungsten arc welding:1) Argon can effectively isolate air, is
insoluble in metal and does not react with metal. During welding,
the arc can also automatically remove the oxide film on the surface
of the molten pool. Therefore, it can successfully weld non-ferrous
metals, stainless steel and various alloys that are easy to
oxidize, nitride and chemically active.2) Tungsten electrode arc is
stable, and dozens of it can still burn stably under a small
welding current (less than 10a), which is especially suitable for
the welding of thin plates and ultra-thin materials.3) The heat
source and filler wire can be controlled separately, so the heat
input is easy to adjust, and welding at various positions can be
carried out. It is also an ideal method to realize single-sided
welding and double-sided forming.4) Since the droplet of filler
wire does not pass through the arc, no spatter will occur, and the
weld formation is beautiful.2. MIG welding:1) Inert gases have
little chemical interaction with any metal.2) There is no coating
layer on the surface of the welding wire, and the welding current
can be increased. Therefore, the penetration of the base metal is
large, the welding wire melting speed is fast, and the deposition
rate is high. Compared with TIG (tungsten insert gas arc welding)
welding, its production efficiency is high.3) Droplet transfer
mainly adopts jet transfer. Short circuit transition is only used
in thin plate welding, while drop transition is rarely used in
production. When welding aluminum, magnesium and their alloys, sub
jet transition is usually used. Because the cathode atomization
area is large, the molten pool protection effect is good, and the
weld formation is good with few defects.4) If short-circuit
transition or pulse welding method is adopted, all position welding
can be carried out, but its welding efficiency is lower than that
of flat welding and horizontal welding.5) Generally, DC reverse
connection is adopted, so that the arc is stable, the droplet
transfer is uniform, the splash is less, and the weld formation is
good.3. CO2 welding:1) CO2 arc has strong penetration, which can
increase the blunt edge of the groove and reduce the groove during
thick plate welding; High welding current density and high welding
wire melting rate; Generally, slag cleaning is not required after
welding, so the productivity of CO2 welding is about 1 ~ 3 times
higher than that of electrode arc welding.2) Pure CO2 welding can
not achieve jet transfer within the general process range. It is
commonly used: short-circuit transfer and drop transfer. Jet
transfer can be obtained only after mixed gas is added.3) Short
circuit transfer can be used for all position welding, and the
welding quality of thin-walled components is high and the welding
deformation is small.4) It has strong rust resistance, low hydrogen
content in weld, and little tendency to cold crack when welding low
alloy high strength steel.5) CO2 gas is cheap, and the cleaning of
weldments before welding can be simplified. Its welding cost is
only 40% ~ 50% of that of submerged arc welding and electrode arc
welding.4. submerged arc welding:1) High welding productivity2)
Good weld quality3) Low welding cost4) Good working conditions5)
Wide welding range5. resistance welding: 1) the two metals are
heated internally under pressure to complete the welding. Whether
it is the formation process of the welding joint or the formation
process of the joint surface, its metallurgical problems are very
simple.2) Due to heat concentration and short heating time, the
heat affected zone is small, and the deformation and stress are
small. Generally, it is not necessary to consider the correction or
heat treatment process after welding.3) Simple operation, easy to
realize mechanized and automated production, no noise and smoke,
good working conditions.4)With high productivity, it can be
incorporated into the assembly line together
Quality OEM Stainless Steel Arc TIG Laser Flux Cored CO2 Gas Shielded Accessories MIG Automatic Spare Parts Bracket Fabrication Services Hardware Metal Welding products, provide good price OEM Stainless Steel Arc TIG Laser Flux Cored CO2 Gas Shielded Accessories MIG Automatic Spare Parts Bracket Fabrication Services Hardware Metal Welding from .
Related products about OEM Stainless Steel Arc TIG Laser Flux Cored CO2 Gas Shielded Accessories MIG Automatic Spare Parts Bracket Fabrication Services Hardware Metal Welding
-
 Waste Tyre Plastic Recycling Machinery Machine Tire Crusher Production Line Rubber Crumb Grinding Machine Equipment Tire Shredder
Waste Tyre Plastic Recycling Machinery Machine Tire Crusher Production Line Rubber Crumb Grinding Machine Equipment Tire Shredder
-
 Stretch Plastic Blowing Pet Bottle Making Blow Molding Machine Bottles Stretch Automatic Pet Bottle Blowing Machine
Stretch Plastic Blowing Pet Bottle Making Blow Molding Machine Bottles Stretch Automatic Pet Bottle Blowing Machine
-
 Waste Plastic Pet Bottle, Water Bottle Flake, PP/HDPE/LDPE PE Film Jumbo Woven Bags Plastic Crusher Machine, Plastic Crushing Washing Recycling Machine
Waste Plastic Pet Bottle, Water Bottle Flake, PP/HDPE/LDPE PE Film Jumbo Woven Bags Plastic Crusher Machine, Plastic Crushing Washing Recycling Machine
-
 Type 2 Wall-Mounted Electric Car Charging Station 7kw /11 Kwelectric Vehicle Charging Station Home Wallbox AC EV Charger Single Phase or 3three Phase
Type 2 Wall-Mounted Electric Car Charging Station 7kw /11 Kwelectric Vehicle Charging Station Home Wallbox AC EV Charger Single Phase or 3three Phase
-
 G-View G12W Wholesale Auto Car LED Headlight Bulb High Power H13 H11 9005 H7 H4 Car LED Headlights LED Car Lights
G-View G12W Wholesale Auto Car LED Headlight Bulb High Power H13 H11 9005 H7 H4 Car LED Headlights LED Car Lights
-
 New Design Porcelain Round Plates Dinner Set for Wedding and Banquet
New Design Porcelain Round Plates Dinner Set for Wedding and Banquet
-
 China 2023 New Design Super Soft 100% Polyester Microfiber Knitted Oversized Decoration Hoodie Blanket
China 2023 New Design Super Soft 100% Polyester Microfiber Knitted Oversized Decoration Hoodie Blanket
-
 Handmade Art Creative Materials Thickened White Paper Cup DIY Disposable Handmade Colored Paper Cup
Handmade Art Creative Materials Thickened White Paper Cup DIY Disposable Handmade Colored Paper Cup



